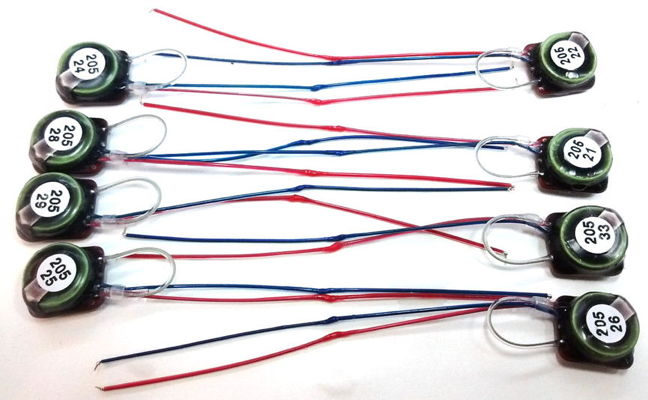
[14-MAR-24] The Subcutaneous Transmitter (A3028) is a wireless sensor designed to monitor two biometric signals within a live animal. It is encapsulated in epoxy and silicone. The sensor has up to four wires: three leads for biometric input, and one antenna for radio-frequency transmission. The photograph below shows the fatigue-resistant, flexible leads we arrived at after several years of failures.
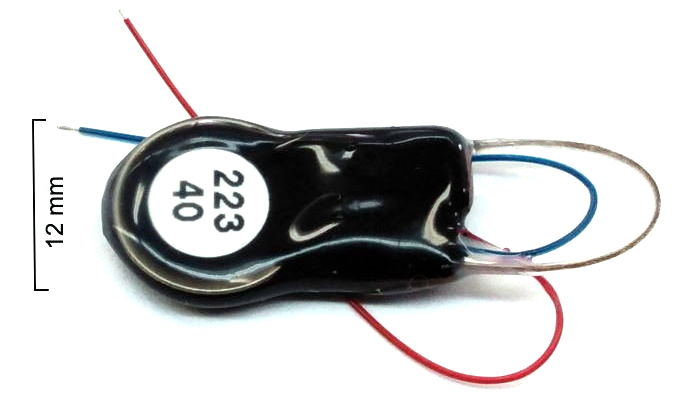
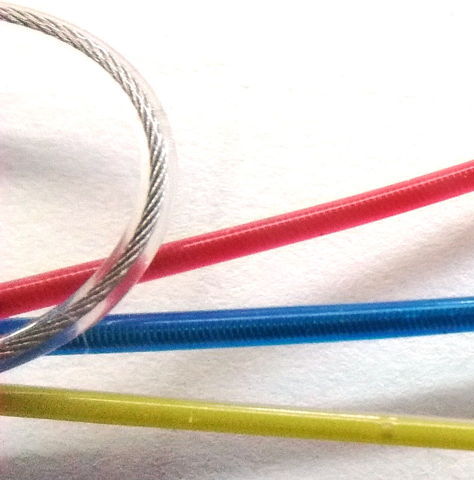
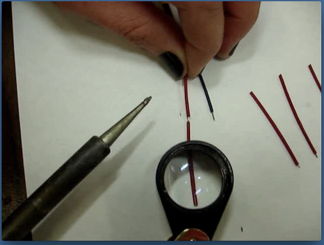
The photograph below shows in close-up the latest leads we are manufacturing for our implants. The thicker lead we have been shipping for several years. The thinner lead is one we plan to introduce soon for use in mice. When we manufacture the leads, we dye the final coat of silicone with a bright color to make them easier to see during implantation and explantation.

The following table lists the wires we use currently for our sensor leads and antennas. All these wires are bare steel. We insulate them with unrestricted medical-grade silicone, coating them twice by hand. When we coat a steel helix, the silicone penetrates into the core of the helix, so that the steel wire is embedded in a solid cylinder of silicone.
| Type | Description | Source | Uses |
|---|---|---|---|
| Helix | Pitch 175 μm, OD 450 μm, ID 250 μm, Wire 100 μm 316SS | MDC13867A | B Lead |
| Helix | Pitch 100 μm, OD 250 μm, ID 150 μm, Wire 50 μm 316SS | MDC2014B | C Lead |
| Helix | Pitch 300 μm, OD 500 μm, ID 200 μm, Wire 150-μm 316SS | MDC26398 | D Lead |
| Stranded | Strands 7×7, OD 360-μm, Wire 302SS | Sava 2014 | A and B Antenna |
| Stranded | Strands 7×7, OD 250-μm, Wire 302SS | Sava 2010 | D and E Antenna |
Most of this page is taken up with an account of our search for fatigue-resistant, insulated, flexible wires that will endure months of implantation in a freely-moving animal. We discuss the corrosion of wires in Corrosion. We show how water can leak into a wire and penetrate a transmitter, or corrode the internal conductor, Leaky Wires. We describe how various wires snapped while implanted in a live rat in Encapsulation. We discuss various terminations of the wires for the purpose of detecting EEG in Electrodes. We demonstrate how the diameter and finish of the wire has little effect upon its performance as an antenna in Diameter. We provide instructions on how to solder electrodes to our stainless steel leads, and join leads together with the help of acid flux in Solder Joints.
[29-MAY-24] Helical stainless-steel wires, insulated with silicone, stretch along their length and bend easily. They survive the repetitive stress of implantation indefinitely, so long as they are not bent sharply at the point where they emerge from the dental cement of a head fixture. We make the following varieties of helical lead.
| Lead Code |
Lead Diameter (mm) |
Spring Outer Diameter (μm) |
Spring Inner Diameter (μm) |
Wire Diameter (μm) |
Min Insulation Thickness (μm) |
Resistance (Ω/cm) |
Names | Common Application |
|---|---|---|---|---|---|---|---|---|
| A | 1.0±0.2 | 450 | 250 | 100 | 100 | 6.3 | Thick Lead | Obsolete |
| B | 0.7±0.1 | 450 | 200 | 75 | 75 | 6.3 | Thin Lead | 45-mm leads for mice 100-mm leads for rat pups 150-mm leads for adult rats |
| C | 0.5±0.1 | 250 | 150 | 50 | 50 | 25 | Very Thin Lead | 35-mm leads for mouse pups 45-mm leads for mice 50-mm leads for rat pups |
| D | 0.8±0.1 | 500 | 200 | 150 | 75 | 1.6 | Stimulator Lead | 150-mm lamp leads for adult rats |
Each lead contains a helix of wire made of 316 SS.

We recommend our 0.7-mm leads for recording in mice and rats. We recommend our 0.5-mm leads for recording in mouse and rat pups. When we are recording EEG or EMG, we are not concerned about lead resistance, because the input resistance of our amplifiers is of order 10 MΩ, which is very much greater than the lead resistance. When we want to tens of milliamps through a 150-mm lead for stimulation, however, we recommend our 0.8-mm leads, which present a resistance of only 1.6 Ω/cm.
Our 0.5-mm leads are eight times more flexible than our 0.7-mm leads, but the breaking strain of their steel wire is four times lower. In rat and mouse pups, the greater flexibility of the 0.5-mm leads justifies their greater fragility. But in larger animals, we recommend the more rugged 0.7-mm lead. When we remove silicone from the tip of a 0.5-mm lead, we must cut the silicone around the circumference of the lead with a scalpel and unscrew the silicone from the tip of the lead. There are two schools of thought on whether the scalpel blade should be sharp or blunt. In the sharp-blade school, we press lightly to cut through the silicone, and take care to avoid scratching the steel. In the blunt-blade school, we press more firmly to cut throught the silicone, but not so firmly that we bend the steel wire. When the steel wire is bent, it becomes difficult to unscrew the silicone from the helix of steel.

We sell insulated leads separately if you need them for your own purposes. The part number for a given lead is SCL-diameter-length. Thus SCL-0.7-130-Blue is a 0.7-mm diameter lead 130 mm long and dyed blue, SCL-0.5-130-Red is a 0.5-mm diameter lead 100 mm long, dyed red. See Part Numbers and Prices for the pricing. Available colors are blue, green, orange, purple, red, and yellow. Available lengths are 130 mm and 280 mm. We make the 280 mm by connecting two 150-mm springs together with a solder joint, and insulating the entire length in one go.
[14-MAR-24] We use strain-relieved, bare, 7×7 stranded, 304SS cable for sensor antennas. We insulate the antennas in clear, unrestricted, medical-grade silicone. In our A and B antennas we use 350-μm diameter cable, for our D and E antennas, we use 250 μm cable.
Stranded wire offers the best compromise between transmission efficiency and fatigue resistance. Stranded wires cannot endure repetetive stretching fatigue for months, but they can endure repetetive flexing, which is all that is required of an antenna. We prefer to use stress-relieved cable if we can get it, because it is easier to work with when we cut it and tin the end for soldering.
[13-MAR-24] We encapsulate our transmitter bodies in black epoxy and then coat them with silicone. Our antennas we make out of stranded stainless steel wire coated with silicone. Our EEG leads we make out of 316 stainless steel springs coated with silicone. The outer coat of silicone on leads, antennas, and transmitter bodies is always an unrestricted medical grade silicone such as MED6607. The first coat of silicone on a transmitter body is usually SS-5001. All our silicones are RTV, moisture-cure, single-part liquids.
Our customers often use super-glue, or adhesives of similar composition such as Vetbond, to fasten electrodes in place. Superglue dissolves in acetic acid. We placed two fully-encapsulated A3028B transmitters in acetic acid at 60°C for a week. They still functioned perfectly afterwards. Silicone resists acetic acid very well. We have heard no reports of animals reacting badly to silicone that has been soaked in acetic acid.
Our customers often use ethanol to sterilize their transmitters before implantation. Soaking in hot ethanol for three days causes visible stress to our silicone encapsulation. But soaking in ethanol at room temperature causes no damage. You may use room-temperature ethanol freely as a disinfectant on our transmitters and leads.
Most of our customers use cold-cure dental cement to construct head fixtures to hold screws, pins, optical fibers, and guide cannulas in place on the skulls of their laboratory animals. Dental cement dissolves over-night at room temperature in acetone, so we would like to use acetone to remove dental cement from explanted transmitters and their leads. Acetone at 60°C damages our silicone coatings within twenty-four hours. At 60°C, silicone swells up as it dissolves one quarter of its mass of acetone. Room temperature acetone acts far more slowy. We recommend soaking in 20°C acetone for six hours in order to dissolve dental cement. Place the transmitter with head fixture in a jar of acetone. After six hours, shake vigorously. Wash the transmitter in fresh, clean acetone twice, so as to remove all traces of dissolved cement. Leave the transmitter in air for a day to allow any acetone dissolved in the silicone to evaporate.
[07-APR-17] We place a collection of silicone-coated leads in acetone at room temperature for thirty hours. At the end, we see no discoloration nor any change in flexibility, strength, or texture of the leads. We take one of the acetone-soaked leads and a fresh lead and apply water to see if both remained hydrophobic.

We notice no smell of acetone on the acetone-soaket leads after we wash them with water. We don't taste anything when we put the treated wires on our tongue. Soaking transmitters in acetone at room temperature for thirty hours shows no effect either. We now soak a collection of leads in acetone for a week at room temperature with a 20-ml lump of pink dental cement. The acetone is now pink.

We remove the leads and set them on a piece of paper. After a few minutes they look like this:

When we wash the jar with water, we get a sudden appearance of a thick, rubbery, white residue, as shown below. In the days before we recommended the double-wash in clean acetone before re-implantation, we received reports from several customers that leads and transmitters soaked in acetone were causing dessication and infection of neighboring skin. With the double-wash in clean acetone, we have received no further reports of such dessication and infection.

We wash the jar with acetone and wipe it out. A surface discoloration remains, but almost all the residue is gone. We shake the leads in clean acetone, remove, and place on paper to dry. A film remains on the leads, disturbing the reflection of light from the lead surface.

We soak the leads in acetone for ten minutes, shake them well, and wipe them each on a clean lint-free cloth. We now find that their surfaces stick to gether in the same way they do when they are clean and new. The surfaces are shiny. After a few minutes drying, they have no odor. With tweezers we can make no mark in any film on their surface.

We wash with hot water. The lead surfaces are hydrophobic. We see no sign of the white film we created earlier with water washing in the jar. Soaking in acetone with dental cement, followed by a water wash, creates a water-insoluble film that adheres to the silicone. We can remove this film with two acetone washes, but not with water washes.
[14-MAR-24] The photograph below shows some early prototype transmitters. These were equipped with solid silver wires and solid copper wires. These wires broke after a few days of implantation. The leads that connect the telemetry sensor to a fixed point in the subject animal cause are subject to repetetive bending and stretching as the host animal moves around. Solid stainless steel leads break in a week. Stranded stainless steel leads break in two or three weeks. Only helical stainless steel leads can survive a year of implantation. The sensor's antenna is subject to flexing, but not stretching, and so can be made of stranded stainless steel, which is a far better wire for transmission of radio-frequency signals than a helix.

The table below lists the wires we have tried out for leads and antennas in our implantable transmitters. The conclusion of our tests was: use only helical 316SS springs for leads and 7×7 stranded 316SS or 304SS for antennas.
| Wire | Soldering | Stripping | Thumb/Pliers Twists to Failure |
Gyrator Cycles to Failure |
|---|---|---|---|---|
| Helix, 175 μm pitch, 450 μm OD, 100 μm 316SS, Motion Dynamics MDC13867A |
With Flux | None | Pliers: unaffected by 200 | Unaffected |
| Helix, 350 μm pitch, 420 μm OD, 100 μm 316 SS, stretched MDC13867A |
With Flux | None | Pliers: unaffected by 200 | Unaffected |
| Helix, 100 μm pitch, 250 μm OD, 50 μm 316 SS, spring MDC2014B |
With Flux | None | Pliers: unaffected by 200 | Unaffected |
| Helix, 75 μm pitch, 250 μm OD, 75 μm 316SS, spring from Motion Dynamics |
With Flux | None | Pliers: unaffected by 200 | Unaffected |
| Helix, 100 μm pitch, 500 μm OD, 100 μm 302SS, spring from Century Spring |
With Flux | None | Pliers: unaffected by 200 | Unaffected |
| Helix, 300 μm pitch, 500 μm OD, 100 μm 302SS, stretched spring from Century Spring |
With Flux | None | Pliers: unaffected by 200 | Unaffected |
| Double Helix,
350 μm pitch, 420 μm OD, 100-μm 316SS, dual, stretched MDC13867A |
With Flux | None | Pliers: unaffected by 200 | Unaffected |
| Bare 440-μm tinned copper | Yes | None | Thumbs: ≥30 | >3k |
| PVC-insulated 250-μm copper | Yes | Tool | Thumbs: ≥30 | ≥400 |
| Teflon-insulated 200-μm silver 786500 | Yes | Blade | Thumbs: ≥11 | >200 |
| Bare 200-μm silver, stripped 786500 | Yes | None | Thumbs: ≥4 | >1k |
| Bare 250-μm spring steel | With Flux | None | Thumbs: 60 | Not Performed |
| Bare 125-μm 304V SS, stripped GWX-0050-30-05 | With Flux | None | Thumbs: kinked by 200 | >175k |
| Bare 250-μm 304V SS, GWX-0100-30-05 | With Flux | None | Thumbs: kinked by 200 | Not Performed |
| Teflon-insulated 75-μm half-hard 316 SS, 791000 | With Flux | Blade | Thumbs: kinked by 200 | ≥3.5k |
| Bare 75-μm half-hard 316 SS, stripped 791000 | With Flux | None | Thumbs: kinked by 200 | ≥41k |
| Teflon-insulated 75-μm full-hard 316 SS, 791100 | With Flux | Blade | Thumbs: kinked by 200 | ≥2.6k |
| Teflon-insulated 125-μm annealed 316 SS, 791400 | With Flux | Blade | Thumbs: kinked by 200 | ≈10k |
| Teflon-insulated 125-μm full-hard 316 SS, 791600 | With Flux | Blade | Thumbs: kinked by 200 | >130k |
| Teflon-insulated 75-μm tungsten, 796000 | No | Blade | Thumbs: ≥50 | Not Performed |
| Teflon-insulated 125-μm tungsten, 796500 | No | Blade | Thumbs: ≥14 | Not Performed |
| Bare 250-μm nitinol NW-010-36 | No | None | Thumbs: unaffected by 200 | Not Performed |
| Bare 125-μm nitinol NW-005-36 | No | None | Thumbs: unaffected by 200 | Not Performed |
| Teflon-insulated 7×25-μm 316 SS, 793200 | With Flux | Blade | Thumbs: unaffected by 200 | Not Performed |
| Teflon-insulated 3×50-μm 316 SS, 793400 | With Flux | Blade | Thumbs: unaffected by 200 | Not Performed |
| Teflon-insulated 7×50-μm 316 SS, 793500 | With Flux | Blade | Thumbs: unaffected by 200 | Not Performed |
| Teflon-insulated 7×100-μm Unknown SS, Phoenix Wire | With Flux | Blade | Pliers: ≥21 | Not Performed |
| Bare 7×7, 254-μm 316 SS, 2010 | With Flux | None | Pliers: ≥50 | Not Performed |
| Bare 7×1, 305-μm 316 SS, 2011 | With Flux | None | Pliers: ≥13 | Not Performed |
| Bare 3×7, 305-μm 302 SS, 2012 | With Flux | None | Pliers: ≥23 | Not Performed |
| Bare 7×7, 356-μm 302 SS, 2014 | With Flux | None | Pliers: ≥60 | Not Performed |
Solid wires were the first we tested for resistance to fatigue. Solid wires do not conduct water down their centers. At that time, we were using a silicone encapsulation that was vulnerable to water traveling down the center of the wires. Eventually, we rejected the all-silicone encapsulation in favor of a vacuum-based epoxy encapsulation followed by a silicone coating. The epoxy encapsulation is not vulnerable to water traveling along stranded wires. When such water arrives at a solder joint, it cannot make its way farther into the transmitter because all surfaces are blocked with epoxy. We now use stranded wires coated with silicone for our antennas. But stranded wires fail by longitudinal stretching fatigue when we use them for our EEG leads. We now use silicone-coated, solid-wire steel springs for EEG leads. The coated springs resist fatigue and do not conduct water along their length.
[04-APR-21] We insulate our antennas and leads with silicone. Silicone adheres well to the wire. It cannot be burned off. It cannot be scraped off. Nevertheless, we must remove the insulation from the tip of the wire if we are to solder the lead to a screw or circuit board. If we want to re-use a transmitter, we often need to cut the ends of the leads when explanting the device from one animal, and then expose new wire at the tip of the lead for use in the next animal. We discuss the removal of silicone from the tips of our silicone-insulated stainless steel helical leads in Bare Wires. In the paragraphs below we discuss tinning stainless steel leads and soldering them to screws and pins.
[09-MAR-18] The video below shows how to tin and solder to one of our 0.7-mm helical leads, which contain a 450-μm diamter helix made out of 100-μm 316SS.
Our 0.5-mm diameter leads contain a 250-μm diameter 316SS helix. The wire in these leads is more fragile, but with care we can remove insulation from them with the same procedure we use for the thicker leads. See Electrodes: Bare Wires for videos of our most up-to-date insulation-removal recommendations. But there is no point in tinning the 50-μm wire in preparation for soldering. If we solder a screw or pin to these leads, the place where the wire leaves the solder joint will be weak. After some days implanted, the wire will be likely to break at the edge of the solder joint. We can, however, stretch the 250-μm diameter helix to make a bare wire electrode, as shown here.
[03-AUG-23] Before we can solder anything to the end of a lead, we must remove some silicone insulation to expose the bare steel wire. For the most detailed instructions on removing the insulation from our 0.5-mm and 0.7-mm diameter leads, we recommend you watch the videos presented in the Bare Wires section of our Electrodes manual. The video below shows how to tin a stainless steel helix with acid flux, and solder it to a pin.
Our soldering iron is temperature-controlled. Acid flux gives the best performance with the iron at 400°C. Once the wire tip has been tinned with the help of acid flux, it can be soldered at any time. The flux we use in the video is the No75 zinc chloride acid flux from Superior Flux Company, which we purchase from McMaster. We have also made our own zinc chloride flux using the following recipe.
The following video shows how one can extend helical leads that have been cut short, perhaps after removal from an animal. Lead extension is of particular importance in work with mice, where we begin with 45 mm leads and require at least 40 mm to make the journey from the transmitter to the brain. If we start with more than 45 mm, the leads bend and overcrowd the mouse.
Instead of extending your leads, we recommend you order long leads to begin with, allowing for about 5 mm to be cut off every time you explant the device, so you can prepare the ends for the next implantation.
The "To Failure" columns of the Wires Table give the results of fatigue tests upon the wires. We see that the fatigue resistance of nitinol and 304V stainless steel are far greater than those of copper, silver, and spring steel (otherwise known as piano wire). The nitinol wire has many attractive properties. It is super-elastic, and you can shape it by forming it and heating it in a flame. An antenna made of nitinol would hold its shape in the animal without any need for fastening its end to the leads.
The first of our fatigue tests is the thumb test. The thumb test is easy to do, and quick, although it can hurt your finger-tips. We take a 30-cm length of wire, wrap it around the index fingers of both hands and hold a 20-mm section between our thumbs. We pull on the wire and revolve our hands so as the gyrate the wire under tension. Because the wire is under tension, and being bent sharply in two places, we believe this test is one of low-cycle fatigue, in which some of the metal becomes plastic on every cycle, and failure occurs within a few thousand cycles.
The thumb test shows us that the low-cycle fatigue resistance of copper and silver is far inferior to that of 304V stainless steel and nitinol. The nitinol wire was unaffected by 200 thumb-test cycles. The 304V and 316 stainless steel wires were merely kinked after 200 cycles, whether annealed, half-hardened, or full-hardened. We stop after 200 cycles because we don't want to cut through the skin on our thumbs. We could grab the wires with pliers, but that would introduce high stress concentrations at the gripping points, and change the nature of the test.
Silver wire broke after as little as 4 cycles. Copper wires broke after as few as 26 cycles. Piano wire, being a brittle form off steel, broke after 60 cycles.
The stainless steel wires, and in particular the stranded stainless steel wires, are unaffected by two hundred cycles of the thumb test. For such wires, we move on to the pliers test, where we solder one end of a sample of wire to a circuit board and moved the other end in a circle with a pair of pliers while applying roughly 10 N tension to the wire.
While low-cycle fatigue is a strong indication of the fatigue-resistance of a wire, repetitive stress in a rat will not be low-cycle fatigue in which the bulk of the wire is near its yield stress at during every cycle. Instead, the wires will be subject to repetitive stresses well below their yield stress. Fatigue will occur in small regions of the wire where stress concentrated. Most wire failures in rats occurred at the solder joints. Stress concentrates at the joints, causing the metal to yield. Repetitive yielding in opposite directions causes cracks to grow. The slow growth of cracks, leading to fracture, is the basis of high-cycle fatigue, where failure occurs after several thousand cycles.
To measure the resistance of various wires to high-cycle fatigue, we built the Wire Gyrator. The Wires Table gives the number of gyrations until failure for each of the wires we have placed in the gyrator up until the present time. We hang wires in the gyrator, each with a small putty weight attached to it. Each wire carries a weight of roughly 5 g.
Our first result with the gyrator was the failure of pairs of solid silver and copper wires under slight tension after between one and seventeen hours in the gyrator. The wires broke at the gyrating solder joints. Because of this initial result, we are confident that the gyrator is an effective emulator of repetitive strain in a rat's body, and we continued with tests upon all the likely wire types.
To test the high-cycle fatigue resistance of wires with solder joints at either end, we built a machine out of Eitech components, which are very similar to those of Erector and Maccano. The components are perforated steel strips, bars, and plates that we screw together with M3 nuts and bolts. We used gears and chains and an electric motor to create the following contraption, which we call our Wire Gyrator, or just The Gyrator.

The following movie shows the gyrator in action, with 4.0V applied to the motor. At this voltage, the motor consumes 100 mA, which would exhaust a Duracell C-Sized batteries in around 70 hours.
The movie allows us to determine that the gyration of the lower wire pair takes place at 4.5 cycles per 19 seconds, or 0.25 cycles/s, while the upper pair gyrates at 3 cycles per 19 seconds, or 0.16 cycles/s.

[31-DEC-10] We used the Wire Gyrator to test various solid wires of various materials, as we describe below. We found that surviving over a hundred thousand cycles in the wire gyrator was necessary but not sufficient for survival in a live animal for eight weeks. The Gyrator does not stretch the wires with any significant force, and it is stretching that occurs in the neck of an animal tens of thousands of times a day. Thus, when we later come to testing the fatigue resistance of liquid metal in a silicone sandwich, our Silicone Flexer applies a stretching force of 1 N to the leads during each fatigue cycle.
[31-DEC-10] Here we attempt to explain why some wires are more resistant to repetitive bending under light loads, as our wires will experience in a rat or in our Wire Gyrator. We will test our explanation by predicting how well a previously un-tested wire material will perform in the Wire Gyrator. We have in mind to test a 125μm tungsten wire.
We define stress, σ, as the force per unit cross-sectional area. Stress can be tension, compression, or shear. When we bend a wire, the metal on the inside of the bend is in compression and that on the outside of the bend is under tension. Stress causes strain, ε, which is the extension of the material per unit length. Strain can be tensile, compressive, or shear. In elastic deformation, stress and strain are related by,
ε = Eσ,
where E is the Young's Modulus of the material. The unit of stress is the Pascal (Pa), or N/m2. Strain has no dimensions, being m/m. The unit of E is therefore Pascal also. Metals deform elastically up to a their yield stress, σy. At the yield stress, they have deformed elastically to their yield strain, εy. Any further strain is plastic and irreversible.
It is plastic deformation that leads to the fatigue of wires under repetitive stress. Because the greatest strain a wire experiences is on the outer and inner edges of bends, plastic deformation occurs on the surface of the wire first, around surface cracks and scratches. With the onset of plastic deformation, these cracks and scratches start to grow. With further repetitive stress, the cracks become so large that the wire breaks by fracture around the crack tip. The following table gives the Young's Modulus, yield stress, and yield strain for various metals.
| Metal | E (GPa) | σy (MPa) | εy (%) | Kc (MPa √m) |
|---|---|---|---|---|
| Pure Aluminum | 70 | 40 | 0.06 | 100 |
| Hard Aluminum Alloy | 75 | 500 | 0.67 | 23 |
| Copper | 120 | 60 | 0.05 | 350 |
| Gold | 80 | 40 | 0.05 | 300 |
| Iron | 200 | 50 | 0.02 | 100 |
| Nitinol | 50 | 450 | 0.90 | 35 |
| Silver | 75 | 55 | 0.07 | 300 |
| Stainless Steel | 200 | 300-500 | 0.15-0.25 | 150-250 |
| Tungsten | 400 | 1000 | 0.25 | 15 |
The table also gives some values of another important physical property: fracture toughness, Kc in units MPa √m. Fracture toughness is a measure of the stress at which a crack will propagate by fast fracture. Consider the effect of bending a circular wire of diameter d in an arc of radius r. The strain on the outermost surface of the wire is d/2r. When this strain reaches the yield strain of the wire material, we will see plastic deformation and crack growth. The following table gives the minimum bending radius of various wires.
| Metal | Diameter (μm) | Radius (mm) | Cantilever Load (g) | 30-mm Bend Load (g) | Hanging Load (g) |
|---|---|---|---|---|---|
| Copper | 25 | 25 | 0.0001 | 0.0001 | 3 |
| Copper | 250 | 250 | 0.01 | 0.01 | 390 |
| Copper | 440 | 440 | 0.04 | 0.04 | 900 |
| Nitinol | 125 | 7 | 0.42 | 0.10 | 551 |
| Silver | 35 | 25 | 0.0003 | 0.0003 | 5 |
| Silver | 200 | 140 | 0.01 | 0.01 | 170 |
| Stainless Steel | 25 | 6 | 0.003 | 0.001 | 20 |
| Stainless Steel | 50 | 12 | 0.013 | 0.004 | 80 |
| Stainless Steel | 75 | 19 | 0.03 | 0.02 | 180 |
| Stainless Steel | 125 | 31 | 0.08 | 0.08 | 490 |
| Tungsten | 75 | 15 | 0.09 | 0.05 | 440 |
| Tungsten | 125 | 25 | 0.26 | 0.22 | 1200 |
So long as we do not bend a wire more sharply than its minimum bending radius, the wire will return to its original straight shape as soon as we release it. The values given in the table seem to be roughly twice as large as we observe with actual wires. We see no deformation of 125-μm stainless steel wire until we reach a radius of 15 mm. We see no deformation of 75-μm tungsten wire until we reach a radius of 10 mm. We have 7×25-μm strandes steel wire (seven strands of 25-μm wire wrapped together). This wire does not deform even when we wrap it in a 2-mm radius.
The cantilever load column in the table gives the load the wire can hold up when arranged as in the drawing below. The wire is clamped horizontally at one and and bends down to a weight. We assume the radius of the bend is constant, which is not quite true in the actual case, but almost true. The torque in the wire where it emerges from the clamp has to equal the torque generated by the weight turning about the clamp point.
T = Fr = mgr
where m is the mass of the weight, g is gravity (≈10 m/s/s), r is the radius of curvature, and T is the torque in the wire at the clamp. The torque is a result of tension on the outer half of the wire and compression on the inner half. It is a function of the shape of the wire, its diameter, the Young's Modulus of the material, and the radius of curvature. For the sake of brevity, let us simplify the calculation of T by assuming a square cross-section of width 2d/3, where d is the wire diameter. We should get roughly the right answer and our math will be much simpler. (In fact, we get exactly the right answer.)

The strain in element dy is y/r. The stress is Ey/r. The total tension is Eywdy/r (note that dy is the element height). The torque this element generates about the center of the wire is Ey2wdy/r. If we integrate this torque from y = −w/2 to y = +w/2, we obtain a total torque of Ew4/12r. But w = 2d/3, so our estimate of the total torque for a circular wire is Ed4/60r.
We recall that T = mgr, and also that the minimum bending radius, which corresponds to maximum torque, is r = d/2εy = Ed/2σy. The largest mass the wire can support in the manner shown above is:
mmax = σy2d2/15gE = εy2d2E/15g
This is the maximum cantilever load we give in the final column of the table above. The cantilever load is an indication of how much the wire resists being bent into its minimum radius. It is therefore an indication of the force required to kink the wire. We see that very little force is required to kink any of the wires, but that nitinol offers the best resistance to kinking with its 7-mm bending radius and 0.42-g cantilever load.
The 30-mm bend load column give us the cantilever load required to bend the wire in a 30-mm radius. This load is a measure of the flexibility of the wire. If the minimum elastic bending radius of the wire is greater than 30 mm, we assume 30-mm bend load is equal to the maximum cantilever load, although this is not exactly true: the 30-mm bend load may be two or three times higher, but not ten times higher. When the minimum elastic bending radius is less than 30 mm, the 30-mm bend load is proportionally less.
We see now why copper and silver are recommended as flexible wires. They are indeed flexible. The 200-μm silver wire presents half the resistance to bending as the 75-μm stainless steel wire. But this flexibility comes at a price: the wire deforms when it bends, and repetitive deformation will damage the wire.
The hanging load column gives the maximum load you can hang on the wire without it yielding, assuming you clamp the wire vertically. We calculate this mass by multiplying the yield stress by the cross-sectional area of the wire. We see that a copper or silver wire narrow enough to provide an elastic bending radius less than 30 mm will be barely strong enough to support the weight of the transmitter, and certainly not strong enough to endure any repetitive stress in the body of the rat or in the Wire Gyrator.
Copper and Silver wires of sufficient strength have too large a bending radius. Nitinol is almost impossible to solder. That leaves tungsten and stainless steel as the best choices of material. Both are resistant to corrosion. Tungsten's fracture toughness is one tenth that of annealed stainless steel, meaning it is brittle. It will tolerate kinks and sharp bends ten times less well than annealed stainless steel, and three times less well than hardened stainless steel.
When we compare a 75-μm diameter solid steel wire to a 75-μm stranded steel wire, we find that the two have roughly the same strength, but the stranded wire's bending radius is a fraction of the solid wires. Our 7×25-μm stranded wire will bend around a 2-mm radius without deforming. Our 75-μm solid wire deforms when we bend it around a 6-mm radius. Stranded wire will endure repeated bending and twisting better than solid wires.
When it comes to cycles of tensile strain, we might thing that both stranded and solid wires are equally strong. But in practice, the wires become kinked in the animals. A loop forms and gets stretched out to a kink. A kinked solid wire breaks first at the kink at a far lower stress than a straight wire. A kinked stranded wire usually straightens on its own and endures its full breaking strain.
A spring allows for expansion along the length. It is an extension spring. It also allows for deformation from side to side, and will therefore be the most resistant to fatigue in all directions.
Regardless of the form of the wire, stainless steel is our best compromise between flexibility, strength, and compatibility with solder.
[19-MAR-08] We leave the gyrator running with a pair of silver wires and a pair of copper wires at 4:15 pm.
[20-MAR-08] At 9:15 am, both pairs of wires are broken. We performed a similar test earlier, lasting an hour, during which neither wire pair failed. The copper wires were on the upper wheel, which gyrates at 0.16 cycles/s. The silver wires were on the lower wheel, gyrating at 0.25 cycles/s. We conclude that failure for silver wires occurs at between 900 and 15,000 cycles, and for copper wires occurs between 700 and 10,000 cycles. We leave the gyrator running at 9:30 am with a solitary, un-weighted silver wire on the lower wheel, and a solitary, teflon-insulated un-weighted copper wire on the upper wheel.
[20-MAR-08] 6:00 pm. The silver wire broken and the copper wire still intact. We removed the silver wire and put in its place a pair of bare 125-μm, 304V stainless steel wires with a weight.
[21-MAR-08] At 8:15 am the 125-μm steel wires are still intact with their weight. The free-hanging copper wire is still intact. We're not so interested in copper wire any more, so we remove the copper wire and replace it. In its place on the upper wheel we put two lengths of 75-μm, 316 stainless steel, teflon-insulated wire, part number 791000 from A-M Systems, Inc. This wire is half-strength for greater flexibility. Its outer diameter is 140 μm. We scraped off the insulation and soldered easily with acid flux. We weighed down the wires and started them gyrating. Starting at 8:30 am, we have two sets of weighted stainless steel wires in the gyrator. On is bare 304V stainless, the other is insulated 316 stainless. We are interested to see if the insulated wire wears out more quickly. The insulation will contribute to the stress concentration at the end of the wire, and therefore accelerate fatigue.
[21-MAR-08] 3:30 pm. Both sets of wires are still intact. Through the ×5 loop we see no sign of fatigue near any of the joints.
[24-MAR-08] At 9:00 am we enter the OSI office and find the 75-μm 316 stainless teflon-insulated wires are both broken just at the edge of the solder joints on the moving pins of the upper wheel. The 125-μm bare 304V stainless wires show no signs of fatigue. We put a new pair of 75 μm 316 wires on the upper wheel, hoping to obtain a more precise measurement of their fatigue resistance this week, when we plan to check twice a day. The Wire Gyrator itself is showing no signs of wear. Its current consumption is 80 mA. There is a slight squeak in one of the wheels.
[25-MAR-08] 9 am. Both sets of wires still intact. We examine the condition of the wires near the joints. The 75 μm wires bend downwards immediately outside the solder joints. These wires are made of half-strength 316 stainless steel. The 125-μm wires proceed horizontally from their joints and bend gracefully downwards towards the weight. The 75-μm wires have yielded at the joints, and are undergoing low-cycle fatigue through repetitive plastic deformation. The 125-um wires have not yielded. They are undergoing high-cycle fatigue through repetitive elastic deformation. We install a computer and data acquisition system to monitor the wires. We join each pair of wires at the wheel end, and connect the other ends to a Resistive Sensor Head (A2053A). We set our Acquisifier to measure the resistance of the loop every hour. If a wire breaks, we will see the loop resistance rise to infinity. The Acquisifier stores its measurements to a log file, which we can come and look at every few days. We see some black powder beneath one of the rubber collars on the lower shaft of the gyrator. Current consumption varies from 70 mA to 90 mA depending upon the position of the two wheels.
[26-MAR-08] 8:00 pm. Both sets of wires still intact. Gyrator is squeaking a little louder, but otherwise running well.
[28-MAR-08] 2:00 pm. One of the 75-μm wires on the upper wheel has broken next to the gyrating solder joint. The computer log file tells us the wire broke at 1:00 pm today, an hour before our arrival. The 125-μm wires show no sign of wear. We put a fresh pair of 200-μm silver wires on the top wheel, hoping to get a better measurement of their life with the help of the computer. We performed some maintenance on the gyrator: tightened some collars, shaved off some protruding collar corners, and checked gears.
[28-MAR-08] 6:30 pm. Both silver wires broken at the gyrating solder joints. The computer says they failed in less than an hour. We set up the wires as follows. Left pin, lower wheel is the same 125-μm stainless steel, with 175k gyrations. We remove the other such wire on the right pin. The wire is still straight when we set it back on the table. We replace with a 200-μm silver wire. We put a 75-μm steel wire on the left top pin, and a 250-μm copper wire on the right top. We use individual putty weights on the wires so they can fail one at a time and not increase the load on their partners. We leave the computer recording the state of the wires every 10 minutes, to give more resolution in our measurement of the silver wire failure. We begin the test at 7:00 pm.
[30-MAR-08] 2:30 pm. The copper and 75-μm steel wire on top wheel both broken. Silver wire on bottom wheel broken. The 125-μm steel wire is still intact. But data acquisition system has failed. There is something wrong with our Resistive Sensor Head (A2053). We record the fact that the wires broke in less than 25k gyrations (top wheel) and less than 40k gyrations (lower wheel). We repaired the broken A2053. We removed all the wires, including the 125-μm steel wire, which has endured 200k gyrations. We put two 75-μm steel wires on the lower wheel and two 200-μm silver wires on the upper wheel. We stripped the silver wires with a blade, being sick of messing around trying to burn off the insulation.
[31-MAR-08] 9:00 am. One silver wire has broken, but only after 10k gyrations. The other wire is intact. We place a steel wire next to it, so we can keep gyrating the silver wire. The gyrator current now varies from 100 mA to 120 ma, which is up 30 mA from early in its life.
[02-APR-08] 9:30 am. The 75-μm steel wires broke after 19k gyrations. The remaining silver wire broke after a total of 16k gyrations. The gyrator current varies from 90 mA to 110 mA. Squeaking is sustained. We put a pair of 75-μm steel wires on the upper wheel, and a pair of 200-μm silver wires on the lower wheel. We strip the insulation off the wires with firm strokes of a razor blade. Most of the time, the insulation comes off with the first stroke.
[02-APR-08] 7:00 pm. We received several packs of steel guitar strings. Those with diameter 0.024" and up consist of a straight steel wire core and a wound coil of 0.005" or 0.010" steel around the core. We hoped to remove the coil from the core, and so use the coil as a spring. But the only way we found of removing the coil was by unwinding it from the core.
[03-APR-08] 9:00 am. Both silver wires are broken. The first broke after 1k gyrations. The second broke some time before 21k gyrations when we returned to the office. One steel wire broke after 3.5k gyrations. The other is still intact after 13k gyrations. Gyrator current is 80 mA to 110 mA. We remove the teflon insulation from two lengths of 200-μm silver wire and two lengths of 75-μm steel wire. We do this by scraping 5 mm of insulation off the end of each wire, holding the exposed wire with tweezers, pinching the insulation between our nails and pulling it off the other end of the wire. We cut 10 mm off the end we scraped and held. What remains is wire that has not been touched by blade or tweezers, and is free of insulation. We put the silver wires on the lower wheel and the steel wires on the upper wheel.
[04-APR-08] 9:00 am. Both bare silver wires are broken, first after 1k gyrations, second before 21k. We have obtained the same result with bare silver wire and insulated wire. It does not matter whether the ends were scraped with a scalpel or not: 200-μm silver wires survive for roughly a thousand gyrations. Meanwhile, both bare steel wires are intact after 13k gyrations. We pull gently upon them, and they appear strong. We place two bare 440-μm copper wires on the lower wheel. We have to bend the wires as shown in the photograph below, so that they don't stop the gyrating axle (Item 4 in the Gyrator picture) from turning.

[04-APR-08] 12:30 pm. No wires have broken. The steel wires have now endured 15k gyrations. The copper wires have endured 3k. But the copper wires are twisted around one another ten times, which means the gyrating axle on the lower wheel is sticking occasionally (sticks on 1 gyration out of 300). We remove the copper wires. We have three new rolls of wire from A-M Systems. We place two teflon-insulated, 125-μm, full-hardened 316 stainless steel wires on the bottom wheel. We leave the existing bare 75-μm, half-hardened 316 stainless steel wires on the top wheel. Gyrator current varies between 90 mA and 120 mA.
[07-APR-08] 9:00 am. One 75-μm bare steel wire on the top wheel broke after a total of 41k gyrations. The second wire has endured 55k gyrations and is still intact. The 125-μm insulated wires on the bottom wheel are intact and appear unaffected by the 40k gyrations they have endured so far. The Gyrator itself is running well. Current consumption is 90 mA to 120 mA. We remove the top 75-μm wire and replace it with a pair of insulated, full-hardened 75-μ wires.
[08-APR-08] 4:00 pm. Both 75-μm full-hard steel wires on the upper wheel are broken. One broke after only 2.6k gyrations. The 125-μm full-hard steel wires on the lower wheel, meanwhile, are still intact after a total of 57k gyrations. We put 125-μm annealed steel wires on the upper wheel. The upper gyrating axle sticks and the wires get twisted up. We loosen the collars on both gyrating axles. Now they rotate more easily. We put another pair of the same wires on the top wheel. We see accumulation of black powder beneath a metal collar on the lower wheel shaft. Current consumption is 100 mA to 120 mA.
[11-APR-08] 9:00 am. All wires still intact. Wires on lower wheel have endured 115k gyrations, those on upper wheel 38k. Gyrator running smoothly. We order 75-μm and 125-μm tungsten wires.
[11-APR-08] We order teflon-insulated tungsten wire of two thicknesses: 75 μm and 125 μm. We plan try the tungsten wires in the Wire Gyarator. We predict that a 75-μm tungsten wire will be as resistant to the Gyrator as a 125-μm stainless steel wire. We predict that tungsten wire will not do as well as steel in the thumb test, where repeated plastic deformation will open cracks and lead to fracture.
[14-APR-08] 9:00 am. One of the annealed wires broke after 40k gyrations, which as only a few hours after we last checked upon the wires. The other annealed wire is still intact after 80k. The full-hardened steel wires are both intact after a total of 180k. Gyrator is running well. Current consumption varies from 100 mA to 130 mA, which is 30 mA higher than when the Gyrator was new. We replace the broken wire on the upper left pin with another of the same sort.
[16-APR-08] 10:00 am. One of the hardened steel wires is broken. The newer annealed wire is broken. We neglected to press Run_Repeat when we last left the office. The lower wheel performed 40k gyrations and the upper wheel 27k. We put two hardened, insulated, 125-μm wires on the upper wheel and two insulated, copper 250-μm wires on the lower wheel.
[18-APR-08] 9:00 am. One copper wire broke after 400 gyrations. The other broke some time before 40k. The two 125-μm steel wires are still intact after 27k gyrations. We put two 75-μm steel wires (full-hardened, teflon-insulated) on the lower wheel. We make the wires 125 mm long instead of 100 mm long. The weights hang down lower and there is less tension in the wires. Gyrator current is between 80 mA and 110 mA. The sun is shining on the motor.
[22-APR-08] Our tungsten wire arrives. Both thicknesses break in the thumb test. One 75-μm wire endures 120 twists. One 125-μm wire breaks after 14 twists. We can bend the 75-μm wire into a 10-mm radius before it starts to deform. Our 125-μm stainless steel will endure a 15-mm radius before it shows signs of deformation. We cannot solder to tungsten wire, even with the help of acid flux. We cannot subject our tungsten wire to our standard Wire Gyrator test because we cannot solder the wire to the gyrator's pins.
[23-APR-08] 7:40 pm. After 130k gyrations, 125-μm steel wires on top wheel are still intact. The 75-μm wires on the lower wheel are both broken. The first broke at 34k. Failure at 34k is consistent with other results with 100-mm wires of the same diameter. We leave the gyrator running with only one pair of wires. Current is between 100 mA and 120 mA.
[30-APR-08] 6:00 pm. After 225k gyrations, 125-μm steel wires on top wheel are still intact. The gyrator was making a lot of noise when we came in. We reduced the size of the aperture through which the main drive shaft passes next to the first large gear. After that, the machine ran more smoothly than ever. Current consumption is now 60 mA to 80 mA, lower than when we began.
[11-MAY-08] 2:00 pm. The Gyrator has stopped. The gears still turn freely when moved by hand, but the motor does not generate any torque. We conclude that one of the motor brushes has worn out. The steel wires are intact and show no signs of fatigue.
[13-NOV-08] ION reports that two transmitters with steel wires have failed after a few days operation in a live animal. Upon extracting the transmitters, they found that all six wires were broken and each of them brok at the solder joint and in no other place. All these wires were soldered with straight tips to connector pins using petrolatum acid flux. The figure below shows two 316-Stainless 125-μm full-hardened steel wires soldered to two pins. We used SP-30 petrolatum-based acid flux to solder one of them (1) and No. 75 water-based acid flux to solder the other (2).

These joints are similar to those we use with our Process X encapsulation process, where pins bring the transmitter connections out through the epoxy body. With the help of a weighing balance and some weights, we measured the weight each wire could lift when the pin was held horizontally, upside-down, so that the weight pulled the wire at right angles to the wire. With this arrangement, the pin is above the wire and only the thin layer of solder beneath the wire holds it in place. With sufficient weight, the wire pulls out through the solder. We performed the experiment with six joints soldered with aqueous acid flux and six times with petrolatum acid flux. We present our results in the table below.
| Flux | Joint | Weight (g) |
|---|---|---|
| Petrolatum Acid | Pin and 125-μm Steel | 60, 40, 40, 50, 50, 60 |
| Aqueous Acid (SF 75) | Pin and 125-μm Steel | 90, 80, 80, 140, 180, 90 |
| No-Clean | Pin and 250-μm Copper | >1000 |
| Aqueous Acid (SF 75) | Pad and Coiled 125-μm Steel | >1000 |
| Aqueous Acid (SF 75) | Pin and Coiled 75-μm Steel | 350 |
| Aqueous Acid (SF 75) | Pin and Coiled 125-μm Steel | 1200 |
| Aqueous Acid Gel (SF 78) | Pad and Straight 7×25μm Steel | ≈500 |
| Aqueous Acid Gel (SF 78) | Pad and Straight 3×50μm Steel | ≈500 |
| Aqueous Acid Gel (SF 78) | Pad and Straight 7×200μm Steel | ≈5000 |
The average strength of the petrolatum joints with 125-μm solid wires is 50 g, compared to 110 g for the aqueous joints. We tried a thicker, copper wire in the same arrangement. With a 1000 g weight the pins pulled off the circuit board. We twisted the end of a 125-μm steel wire and soldered it to a surface-mount pad on a circuit board, as shown below. This joint held 1000 g before the knot on the other end of the wire broke.

[14-NOV-08] We stripped the silicone off a transmitter encapsulated with Process X. The pins are now exposed. We attached wires with coiled tips to the pins. We soldered the other end of each wire to a circuit board, put the circuit board in a zip-lock bag and put weights in the bag to measure the strength of the joint. We held the pin horizontal to duplicate our earlier experiments with straight wires.
The 75-μm wire held 350 g, or 3.5 N. The yield stress of our full-hardened stainless steel should be around 500 MPa, which suggests a 2.2 N breaking force for a 75-μm wire. It appears that the wire is breaking before the joint yields. The 125-μm wire held 1200 g, or 12 N. We expect the wire to break at 6 N.
Joints between a coiled wire and a surface mount pad are strong also, as are joints between a bent wire tip and a plated hole. Joints between a straight wire and a pin are weak in the direction perpendicular to the pin. When soldered with aqueous flux they can withstand only 1 N before the wire tears out of the solder. When soldered with petrolatum flux, they are weaker still: 0.5 N. But if we coil the tip of the wire before we solder it to the pin, we obtain a much stronger joint. From now on we will use coiled wire ends with connector pins.
[16-NOV-08] We took two transmitters with buried wires home and hung them in the basement for one more coat of silicone. In the morning, we found the transmitters lying on the table top with their wires mangled. We assume they were chewed by a cat or a mouse. We took the transmitters back to our lab, cut off the damaged wires, and soldered new wires with joints made of soldered coiled tips. We enclosed the joints in heat shrink. We will deliver these transmitters to ION and hope for the best. If the joined wires work, we will be able to refurbish buried-wire transmitters with used wires.
[26-NOV-08] We retrieved ten transmitters from ION. We removed their wires and pulled off as much silicone as we could. We found white powder around the bases of the solder joints in about half the transmitters. We found black marks at the base of the steel wires just outside the solder joint in about half the wires. We immersed the transmitters in silicone remover. This process damaged four of the transmitters. Two will not transmit and two have the VBAT on OUT problem (see here). The transmitters may have turned on at some point while we agitated them in the remover, and so were damaged by the impedance presented by the solution around the antenna pin. We clean the remaining six transmitter thoroughly in hot water and then alcohol. We attached new wires with coiled tips and aqueous flux. We provided coiled, tinned tips to the analog wires. The transmitters work well.
[21-JAN-09] After a week in a live animal, wires under the skin of the animal's neck have a tendency to break. The joints show no sign of corrosion, and the wire is insulated by teflon, so we believe the break is caused by fatigue and fracture. To relieve fatigue, we proposed to ION that they put a loop in each wire under the skin of the neck. The loop may relieve the tension on the wire, and also accommodate torsion as the animal rotates its head. ION implanted four transmitters with steel wires that they coiled around a pencil before implanting. What they ended up with was something like a compression spring. We had imagined a loop with an axis perpendicular to the wire. Reception from the four transmitters was initially good (08-JAN-09, graph) but after twelve days only one transmitter appears to have an intact antenna (20-JAN-09, graph) and no transmitter responds correctly to EEG of seizures.
[21-JAN-09] We test three stranded wires, all with teflon insulation. We can't coil the ends of these wires easily because they are so flexible. When we tin the wire tips, we do better with our acid flux gel, Superior Flux No. 78. We heat the wire for ten seconds in solder and all strands become tinned. Our 7×25-μm stranded wire contains roughly the same amount of steel as our 75-μm solid wire. The stranded, straight-tipped joint holds 500 g while the solid, coiled-tipped joint holds 350 g. The stranded joint fails when the wire snaps near the joint. The stranded wire does not pull out of the solder. We observe the same form of failure for the 7×50-μm wire. The 7×100-μm wire is far stronger, and pulls out of the solder joint with a load of roughly 5000g. We conclude that straight-tipped joints are adequate for stranded wires.
[28-JAN-09] We replaced the motor on the Gyrator and returned it to the OSI office.
[11-FEB-09] Pishan at ION reports that she removed the four failed transmitters with 125-μm solid wires that she implanted on 08-JAN-09. She says, "There are 4 transmitters, the wires are all fine without breaking. However, all the wires disconnected to transmitter at joint." So now we see that the joint is a weak point, no matter what you do with the wires elsewhere, and no matter how you treat the wire tips at the joint. We therefore abandon any hope of making durable transmitters with solid wires.
The figure below shows two transmitters with stranded steel wires. Both transmitters use a 7×100 μm stranded stainless steel wire with teflon insulation for the antenna. Although the manufacturer claims that the steel is 316 stainless, the wire is magnetic, while true 316 stainless is non-magnetic. We bent each antenna in two places by folding it back upon itself around a ruler. We covered the tip of each antenna with insulating epoxy and silicone to stop the tip from irritating the animal.

One transmitter has the same wires for the analog inputs. These wires may be too stiff for connection to the brain. They may be too long to fit into a small animal. The other transmitter has 7×25 μm stranded wire. These wires are as thin as a human hair, but stronger. If they break, they cannot be replaced, so they will require care on the part of the implanter. But they provide a extra length and may easily be coiled into the available space.
[29-JAN-09] We packed and shipped four transmitters to ION. Transmitters 3 and 5 have the hair-thin stranded wires for the X leads. Transmitters 2 and 6 have the thick stranded wires for all three leads.
[10-FEB-09] Pishan implanted two transmitters with 7×100-μm stranded wires. We follow their progress in Trials.
The four 7×25 μm wires we used for the X inputs broke after one or two weeks in an animal. The 7×50 μm wires have not yet been retrieved, but we suspect that one of them broke after a week. The 7×100 μm wires survived implants of four and six weeks, but they were too stiff for the animal's comfort.
[21-MAY-09] We receive seven transmitters back from ION. Three of their antennas are broken. The broken antennas lasted two, four, and nine weeks in animals. The intact antennas lasted three, four, six, and eight weeks. All antennas broke at the point where they came free from the epoxy.
Two antennas shows signs of corrosion at the broken ends. But the third shows no sign of corrosion. This was the one that was retrieved very soon after we lost the signal for the first time. It is possible that corrosion takes place only after the antenna has snapped. The appearance of the broken ends of the strands suggests failure by fatigue fracture (see No5 and No7).
[04-JUN-09] We have three broken antennas. All broke where the wire came free from the epoxy. The broken strands are shiny. At first we thought this was a coating of solder, but we broke several other wires by rotating them between two pairs of pliers, and we find that they become shiny near the breaks. We have four intact antennas. None of them have any broken strands near the base.
[22-JUN-09] The antennas from transmitters No1 and No10 in our trials are both broken. The No10 antenna is broken twice: once at the base and once after the first bend. The broken tip is red with rust. We inspect an antenna we soldered with aqueous flux, and washed repeatedly, some weeks ago in our laboratory. Today it has red rust spots beneath its teflon insulation for the first 30 mm of its length, starting from the solder joint at the base.
The teflon insulation of our 7×100 μm stranded wire does not adhere to epoxy or silicone. Once removed, the insulation leaves a residue that makes it hard for us to tin the wires. The steel itself is not 316 SS, despite the label on the coil. The wire is mildly magnetic. It starts to rust after it has been in contact with water for a few days.
[25-JUN-09] We have five types of wire from Sava Cable. One is too large for our antenna (the 2033). The remaining four are between 254 μm and 356 μm (0.010" and 0.014"). Of particular interest to us are the wires with seven strands, each of which is itself a conductor containing seven strands. These are 7×7 wires. There is also a 3×7 wire with three strands each containing seven strands. We have a bare 7×100 μm 316 SS wire also, which we can compare to our existing teflon-insulated 7×100 μm steel.
The bare stainless steel is easy to tin with acid flux. We solder both ends of each wire before we cut it from the main coil. If we cut the wire without binding its strands together with solder, the strands unwind. The 7×7 wires are particularly prone to unwinding. Once the wire is cut, we cannot melt the solder on the wire or else the strands will unwind immediately.

We apply the pliers test to each of the suitable wires, and our older wire. The older 7×1 wire compares well with the new 7×1 wire. Both are 305 μm in diameter and both survive roughly 25 cycles of the pliers test. The 7×7 wires perform better. The 254-μm 7×7 (2010) survives roughly 60 cycles. The 356-μm 7×7 (2014) survives roughly 90 cycles.
If the pliers test is an indication of high-cycle fatigue in a rat's body, we can expect an antenna made out of the 356-μm 7×7 wire to endure over three times longer. By switching to this wire, we might increase the average life of an antenna from four weeks to twelve, and the minimum life from two weeks to six. The uncoated wires adhere to silicone dispersion better than the teflon-insulated wires we have used up until now. We find we are able to coat the bare stranded wires easily.
[25-DEC-11] We enclose it in a silicone tube with outer diameter 1.6 mm and inner diameter 0.5 mm, which we bought from ACME Rubber, part number CATB-.020-.022-65109. This combination proves durable in rats. In mice, however, it is too stiff and causes trauma to the skin.
[12-JAN-09] Our competitors, Data Science International and Telemetry Research, describe their implant wires as "helical steel leads" or "coiled steel leads". We have been looking for manufacturers of such leads for years, but met with no success until Mrs. Hashemi suggested we try spring manufacturers. We found three precision spring manufacturers that make extension springs with diameter 500 μm (0.020") or less. These companies are Motion Dynamics Corporation, Century Spring and Fennell Spring (no website, based in Horseheads, NY, USA, 607 739-3541). We ordered a 250-μm diameter spring from Motion Dynamics and a 500-μm diameter spring from Century Spring.
[07-FEB-09] Here are springs from Motion Dynamics Corp.

The spring behaves like a thin, heavy, elastic when you handle it. The coils are hardly visible to the naked eye. We can extend the wire by at least 20% before it fails to return to its closed form. The photograph above shows the spring after we have stretched it by 50%. Even after stretching, the spring is still elastic and flexible.
These springs are made out of 75-μm 316LV stainless steel. They are not magnetic. We find the spring ends are easy to tin with our aqueous flux. But the springs are not insulated. We must insulate them ourselves. We soldered two 150-mm wires to a A3013A-E. Our first idea was to dip the transmitter and springs in silicone and hang it to dry. But the silicone reservoir is not deep enough for the transmitter to pull down the entire 150 mm length of the springs. If we force the springs down into the dispersion, the they get tangled with one another and the antenna. When we pull the springs out, there are large drops of dispersion along their length. We smoothed out the silicone with our fingers. We applied more silicone with our fingers. We arrived at finger-coated springs, as shown below.

The coating is uneven, but it appears to cover both springs along their entire length. We stretched the springs by 30% (from 150 mm to 200 mm). When they relaxed, they were no longer tightly-coiled in every place. They have been stretched beyond their elastic limit. We see no sign of the silicone tearing or slipping off the coils.

We cut the springs from the transmitter. We stripped the silicone off one end of each wire by pinching the wire with one hand and pulling the silicone with the other. We have to pull hard to break the silicone. It is resilient and flexible. As we pull off the silicone, the coils at the tip unwind, giving us a single 75-μm wire. We immersed both insulated springs in saltwater and measured the resistance between them. The resistance was greater than 20 MΩ. The resistance between any two points in the saltwater is around 1 MΩ. We applied a second coat to the wires shown above, to make more certain of the insulation.
[13-FEB-09] Springs from Century Spring arrived. They are 500-μm diameter, made out of 100-μm 302 SS. We have fifty lengths of 150 mm. They will stretch by 100% without deforming. When we stretch them by 200%, they deform as shown below.

These larger-diameter springs are easier to coat with silicone. The photograph below shows the spring after its first coat. The silicone is not visible because it is so thin and uniform.

The electrical resistance of the close-formed, 500-μm diameter spring made of 100-μm 302 wire is 1.3 kΩ/m. The resistance of the closed-form 250-μm diameter spring made of 75-μm 316LV wire is also 1.3 kΩ/m. When we stretch the springs, their resistance per meter drops by a factor of two. A 15-cm length of stretched spring, such as we use with our transmitters, has resistance 100 Ω. Our input resistance is 10 MΩ, so the resistance of the springs is insignificant.
After two coats of silicone, we hope that 500-μm springs are robustly insulated. We cut through the insulation near the tip of each of four springs and pull away a short tube of silicone to reveal the bare spring. This works well when the spring tip is made of close-form coils, but these springs are not closed-form in all places. There are sections where the coils have space between them, and in these places the silicone has penetrated the coil and becomes difficult to remove. This suggests we should tin the ends of the springs before we coat them so that the space within the spring is filled with solder. We follow the progress of our transmitters with springs below, in Trials.
[20-JUL-09] We find that coating the springs is easier, and produces a more robust coating, if we stretch the springs into a helix first. We stretch each 150-mm spring to a length of 600 mm and let them relax to a new zero-tension length of 450 mm. Each stretched spring provides three 150-mm leads. We use the 500-μm springs, of which we have a sufficient number. The resulting leads are shown here, with tinned tips.

[15-FEB-10] We are now able to stretch and coat the 250-μm stainless steel springs as well. The photograph above shows the 250-μm and 500-μm springs side by side, each with four coats of silicone applied by hand, as described in Process B.
[06-JUN-10] We order 1000 springs from Motion Dynamics Corporation, part number MDC-13867A. The spring is wound with wire of diameter 100-μm (0.004") made of 316LVSS. The coil pitch 180 μm (0.007") and the outer diameter of the spring is 460 μm (0.018"). We received these springs in 150-mm (6.0") sections. The electrical resistance of each section is around 70 Ω. This resistance is far smaller than the 10 MΩ input resistance of our subcutaneous transmitters.
[07-JAN-14] For the past three and a half years we have been using our stock of one thousand MDC-13867A springs. Until the end of 2013, we stretched them by a factor of two to create a helix with pitch 400 μm. The increased pitch allows silicone to penetrate more easily into the core of the spring, so as to produce insulation that binds the wire on all sides. The resistance of a 150-mm length of the stretched spring is around 35 Ω.
The stretched spring is, however, less flexible in directions perpendicular to its axis than the un-stretched spring. At the end of 2013 we found that we could force silicone into the interior of the un-stretched spring, producing a more flexible lead. There are occasional bubbles of air inside the spring, but not enough to allow conduction of fluid along the spring's interior.
[11-MAR-14] We receive three A3019Ds that stopped picking up EEG after two weeks implanted in rats. We find that the X− leads are broken roughly 10 mm from the tips. These leads are stretched springs MDC-13867A. We are hopeful that the un-stretched, insulated spring will be more resistant to fatigue.
[31-MAR-14] We prepare a drawing of a coated, un-stretched spring for distribution to potential manufacturers, who might be able to take our existing MDC-13867As and apply silicone to 125 mm of their 150-mm length.
[28-FEB-17] We make four leads each with only two coats of SS-5005 silicone. They are 0.7 mm in diameter. All of them provide perfect electrical insulation along their length when immersed in water. The leads we have been making in the past six months have three coats of SS-5005 and are 1.0 mm in diameter. We show both types of lead here. We propose to introduce the thinner leads for implantation in mice.
[28-JUL-17] We have four triple-helix leads that we are considering for use with our Implantable Sensor with Lamp (A3030E. Each triple-helix lead contains two stretched and one un-stretched MDC-13867A springs. The stretched springs are orange and purple (lamp power L+ and L− respectively). The un-stretched is in clear silicone (ground wire). Two leads we make by first coating each helix once with MED-6607, then coating the three together twice, which we call the 1-2 leads. Two leads we make by coating each helix twice and the three together once, which we call the 2-1 leads.

With care we can separate the wires from one another and pull insulation off with our finger-nails. Cutting the insulation to permit us to twist off the unwanted section we found impractical. The resistance of 100-mm of such lead with all three conductors in parallel is 12 Ω, which is consistent with 30 Ω for each stretched wire and 60 Ω for the un-stretched wire. Isolation between all wires is >40 MΩ. Isolation between wires and water is >40 MΩ. The enclosing circle diameter of the 1-2 leads is 1.4 mm and 1.4 mm. For the 2-1 leads it is 1.6 mm and 1.3 mm. Both types are equally flexible, but much less flexible than our 0.8-mm diameter un-stretched helix leads. They are three times stiffer than our 0.8-mm un-stretched helix leads.
[17-DEC-19] We receive 500 of MDC26398 from Motion Dynamics Corp, made of 150-μm diameter 316 SS, they are 500 μm in diameter. Resistance is 24 Ω for 150 mm, or 1.6 Ω/cm.
[04-DEC-15] The following video shows us stripping the end off a 125-μm stainless steel wire and tinning the end.
When we started working with steel wires, we used Kester SP-30 acid flux. Kester no longer makes SP-30, but the tub we had was only a year old. The SP-30 is zinc chloride in petrolatum (also known as petroleum jelly). The petrolatum must be cleaned off with alcohol and a brush or there is a risk of the flux attacking imperfections in the stainless steel surface. We later moved to the No75 zinc chloride flux from Superior Flux Company. The No. 75 flux is water-soluble. We found it much easier to solder stainless steel wires with the No. 75 flux. We dip the bare steel in the flux and tin the wire with a soldering iron. The tinning works immediately every time. Afterwards, the flux washes off in hot water (60°C).
To make a strong solder joint with a thin steel wire, we must coil the end of the wire and embed it in a lump of solder. We coil the wire by taking hold of the end of it with fine-tipped tweezers and curling the wire about the tweezer pincers. We ease the coil off the pincers by squeezing and releasing the pincers. We dip this coil in the flux and apply a lump of solder. The coil disappears inside the solder lump, and we can solder this lump to whatever we like, and be sure of a strong joint.
We prepare the analog wires by soldering them to the transmitter and coiling and tinning the far ends of the wires. We prepare the antenna by soldering it to the transmitter, cutting it to 50 mm and pulling it past the tip of our thumb nail so that it deforms into a loop. This procedure serves also to stretch the teflon insulation around the wire so that a few millimeters of empty insulation protrude past the tip of the stainless steel. In a live animal, this empty insulation will fill with body fluids. But the resistance presented by such a narrow tube of body fluid will be greater than 1 kΩ, and therefore have no effect upon the performance of the antenna. We find the steel antenna loop provides robust transmission from inside a closed fist for ranges up to 50 cm.
We must attach three wires to an A3013A. Two are analog wires and one is the antenna. When we solder the antenna lead, we must make sure the transmitter is turned off, or else we risk destroying its radio-frequency power source. The wire we use for the antenna can be thin.
Our Process X encapsulation provides three pins to which these wires must be soldered. But we find that the wires pull out of the solder joints after a week in a live animal. An alternative to Process X is Process A, in which we solder the wires directly to the circuit board. We solder the antenna and X− to plated holes in the board, and X+ to a surface-mount pad shared by a ceramic capacitor.
[19-DEC-08] Pishan of ION sent us this schematic of wire breaks after extraction. Transmitter 14 was made with petrolatum flux. Reception began to fail after two weeks. Transmitter 6 was made with aqueous flux, but its wires were chewed by a cat and then repaired. The antenna insulation was PVC instead of teflon. Reception began to fail after a few days. following schematic of wire breaks in two implanted buried-wire transmitters. All three wires in the transmitter prepared with petrolatum flux broke at the base, and also in other places. Two wires in the transmitter prepared with aqueous flux broke near the animal's neck, but not at the base. The antenna of this transmitter broke at the base. This antenna was equipped with PVC insulation after a cat chewed the teflon insulation off the wire. It may be that the cat damaged the base of the wire. We know that PVC insulation becomes stiff in saltwater, so it may be that the stiff insulation caused excessive bending at the wire base, leading to fracture. The fact that the long analog wires broke first at the neck of the rat suggests to us that we have solved the solder joint problem: wires tips should be coiled, soldered with aqueous flux and cleaned in hot water, and they will be strong. We still have wires breaking from fatigue at the neck, where they are repeatedly pulled and twisted.
The following table gives the channel ID and lead types for ten transmitters with stranded and spring leads.
| ID | Lead Type | Implant Date | Reception Status | Input Status | Comments |
|---|---|---|---|---|---|
| 2 | 7×100 μm 316SS Teflon | 10-FEB-09 | 48% 13-MAR-09 100% 21-MAY-09 |
Large jumps 16-FEB-09 Square wave 13-MAR-09 VBAT 2.7V 21-MAY-09 |
Wires protruding, Retrieved 13-MAR-09, Antenna and wires intact |
| 6 | 7×100 μm 316SS Teflon | 10-FEB-09 | 77% 24-MAR-09 100% 21-MAY-09 |
Okay 24-MAR-09, VBAT 2.6V 24-MAR-09 VBAT 2.1V 21-MAY-09 |
Lump on rat's head, Retrieved 24-MAR-09, Antenna and wires intact. |
| 3 | 7×25 μm 316SS Teflon | 19-FEB-09 | 78% 06-MAR-09 0% 21-MAY-09 |
Pulses on 06-MAR-09 | No reception 10-MAR-09, Retrieved 20-MAR-09, Antenna broken |
| 5 | 7×25 μm 316SS Teflon | 19-FEB-09 | 52% 14-APR-09 0% 21-APR-09 0% 21-MAY-09 |
20 μV, 50-Hz 24-MAR-09 5 Hz pulses 14-APR-09 No 50-Hz 14-APR-09 VBAT 2.1V 14-APR-09 |
Animal doing well 21-APR-09 No signal 21-APR-09 Retrieved 28-APR-09 Antenna broken Wires snapped |
| 1 | 250 μm 316SS spring Silicone | 28-APR-09 | 96% 12-MAY-09 0% 19-MAY-09 |
Okay 07-MAY-09 Okay 12-MAY-09 |
Animal doing well 02-JUN-09 Retrieved 02-JUN-09 Antenna broken Springs intact |
| 12 | 250 μm 316SS spring Silicone | 17-MAR-09 | 93% 07-MAY-09 0% 12-MAY-09 100% 21-MAY-09 |
Dubious 21-APR-09 Dubious 05-MAY-09 Noise 07-MAY-09 VBAT 2.2V 21-MAY-09 |
Animal doing well 12-MAY-09 Retrieved 13-MAY-09 Antenna and springs intact |
| 10 | 7×50 μm 316SS Teflon | 31-MAR-09 | 61% 19-MAY-09 0% 27-MAY-09 |
Jumps 14-APR-09 Noise and Jumps 07-MAY-09 |
Animal doing well 02-JUN-09 Retrieved 02-JUN-09 Antenna and wires broken |
| 9 | 7×50 μm 316SS Teflon | 28-APR-09 | 68% 22-JUN-09 | Okay 05-MAY-09 Sinusoid 07-MAY-09 5Hz pulses 22-JUN-09 No signal 02-JUL-09 |
Retrieved 03-JUL-09 Antenna intact One wire broken at base |
| 13 | 500 μm 302SS spring Silicone | 18-MAR-09 | Turning on and off 18-MAR-09, 81% 06-APR-09 0% 21-MAY-09 |
Sharp swings 18-MAR-09, Stuck at 65535 06-APR-09 |
Retrieved 08-APR-09 Antenna and springs intact X stuck at 65535 |
| 7 | 500 μm 302SS spring Silicone | 08-APR-09 | 81% 14-APR-09 0% 21-APR-09 0% 21-MAY-09 |
Okay 14-APR-09 | No signal 21-APR-09 Retrieved 28-APR-09, Antenna broken Springs intact |
Transmitters 1, 12, 10, and 13 had 0.5-mm cavities on the battery side of the coating, which we filled with silicone. Transmitter 7 had thin epoxy coating over U3, R11, R12, and S1. We believe the encapsulation is water-proof in all cases.
We shipped the first four transmitters at the beginning of February. We will take the remaining six to ION when we visit on 27-FEB-09. These six we encapsulated all at the same time. We left them too long in the vacuum (roughly five minutes, when two is enough). The epoxy was curing already, and we introduced new bubbles when we moved them into their petri dishes (see Process A). We mention the cavities created by these bubbles in the comments above. We believe we filled all the cavities successfully with silicone.
No1 shut off after only two weeks. Its antenna is broken. Upon return, battery is dead, probably because it was left on all this time with no antenna attached. The silicone-insulated 316SS springs are intact. One is stretched out inside the silicone at the base. There are small breaks in the insulation on one spring. They do not appear to have been caused by fatigue or a scalpel. It looks as if they were there from the start.
No2 produced a large square wave in the animal, and the 7×100 μm analog leads protruded through the skin. But upon return to Boston on 21-MAY-09, we find it to be in perfect working order, with 100% reception and correct response to mains hum. The stranded wires are all intact and show no signes of corrosion.
No3 turned on and off at random from one day to the next. Pishan retrieved it after five weeks. The antenna was broken, as you can see here. We pull the insulation back from the broken end of the antenna and see corrosion. We also see corrosion around the pins of U3, as you can see here. Intermittent resistive contact between pins 2 and 3 would cause intermittent failure of the RF transmission. The X− lead was broken half-way along its length, but Pishan thinks the wire broke when she was pulling the transmitter out of the rat's body. The X+ lead was intact.
No5 was inactive for four weeks days before it was implanted, which is equivalent to 7 days active battery consumption. It ran for at least 54 days in a live animal. Its total active lifetime was at least 61 days, or 9 weeks. Pishan retrieved it on 28-APR-09. The 7×25 μm wires were broken at the animal's neck. The antenna was broken where it emerged from the epoxy. Both beaks are shown in this sketch. Here is a close-up of the broken antenna. When we received the transmitter on 21-MAY-09, we observed solder on the stranded wires below and above the break. We saw no sign of corrosion.
No6 spent four weeks implanted before the animal began to suffer from the stiff 7×100 μm analog leads. Upon return to Boston on 21-MAY-09, we find it the transmitter perfect working order, with 100% reception and correct response to mains hum. The stranded wires are all intact and show no signes of corrosion.
No7 shut off after two weeks and would not turn on again. Pishan retrieved it on 28-APR-09. The springs were intact. The antenna was broken at the first point where it came completely free from the epoxy. A close-up photograph shows a single strand of 100-μm steel snapped perpendicular to its length. We see signs of solder above and below the break, but no sign of corrosion at the breaks. The 500-μm springs themselves, and their silicone insulation, show no signs of fatigue. We see several rust spots towards the end of one spring. They snap at the ends when we try to pull the spring wire out of the silicone. We immerse the transmitter and leads in water and find the resistance between the leads is large. Resistance between X+ and the water is also large. But resistance between X− and the water is around 1 MΩ. By raising the X− lead out of the water, we find the weakness in the insulation to be near the base of the lead. This weakness turns out to be the exposed ends of the broken antenna. It appears that the insulation around the springs remains intact and effective. Despite the thin covering of epoxy over U3, we see no signs of water penetration to the pins of the chip.
No9 ran for around nine weeks continuously. The antenna remained intact, both stranded leads remained attached to their electrodes, but one of the leads snapped off at the base. This break may have occurred two weeks after implant, when we began to see heartbeat on the X signal.
No10 shut off after eight weeks. Upon return, we find its antenna broken half-way along its length. Battery is dead.
No12 shut off after four weeks. When we received it back in Boston on 21-MAY-09, we found the antenna and springs intact. We obtained 100% reception. The analog inputs responded well to mains hum. The battery voltage appears to be 2.2 V. The springs themselves, and their silicone insulation, show no signs of fatigue or corrosion. The resistance between X− and water is large. The resistance between X+ and water touching the transmitter near the base of X+ is 2 MΩ. The corner of C7 is protruding through the epoxy encapsulation. The silicone has rubbed away, exposing the solder of the corner, hence the contact between X+ and the water. The final 30 mm of the antenna was rust-red, but not the antenna base.
No13 turned on and off from the start. After a few days, the switching stopped. The analog input showed large swings. After twenty days, the input was stuck at its maximum value, suggesting a failure in the logic circuit or the analog to digital converter. The antenna and springs are still intact. On 21-MAY-09, we get no transmission. The 500-μm springs themselves, and their silicone insulation, show no signs of fatigue. We see one rust spot half-way along one of the springs. Resistance between X+ and water is large. Resistance between X− and water is 1 MΩ because of break in the silicone at the base of the spring. The spring ends were not brittle.
[21-MAY-09] We received seven of the above transmitters back from ION. The only transmitters remaining at ION now are No1, No9, and No10. We examined the transmitters, photographed all of them, and updated our comments and the results table.
[14-JUL-09] We now conduct further trials with transmitters that all use the same wires, encapsulated according to Process B. Each transmitter uses stretched 500-μm diameter 302SS springs encapsulated in silicone for the analog leads and 356-μm 7×7 302 SS enclosed in a silicone tube for the antenna. The leads and antenna are bound together for roughly 20 mm where they emerge from the transmitter.
[21-JAN-10] In the following trials, the silicone-encapsulated springs and stranded antenna show no sign of fatigue or corrosion, even after eight weeks of continuous operation in a live and growing animal.
| ID | Implant Date | Reception Status | Input Status | Comments |
|---|---|---|---|---|
| 11 | 14-JUL-09 | 100% 17-AUG-09 97% 02-SEP-09 |
VBAT 2.5V 28-AUG-09 All zeros 02-SEP-09 |
See Implanted Performance Retrieved 08-SEP-09 Perfect condition Bent Antenna Encapsulated 03-JUL-09 |
| 4 | 20-AUG-09 | 98% 26-AUG-09 94% 02-SEP-09 |
Okay 04-SEP-09 | See collisions Retrieved 08-SEP-09, undamaged Bent Antenna Encapsulated 03-JUL-09 |
| 5.40 | 07-OCT-09 |
99% 12-OCT-09 98% 13-NOV-09 93% 05-NOV-09 (AC) |
Okay 12-OCT-09 | Retrieved 23-NOV-09 Straight Antenna Encapsulated 04-SEP-09 |
| 6.41 | 07-OCT-09 | 99% 12-OCT-09 84% 23-NOV-09 (AC) 99% 30-NOV-09 (AC) |
Okay 13-NOV-09 No Signal 30-NOV-09 |
Retrieved 14-OCT-09 Re-implanted 15-OCT-09 Retrieved 02-DEC-09 Straight Antenna Encapsulated 04-SEP-09 |
| 1 | 30-OCT-09 | 98% 30-OCT-09 | Okay 30-OCT-09 Square Wave 02-NOV-09 |
Bent Antenna Retrieved 04-NOV-09 Encapsulated 03-JUL-09 |
| 14 | 03-NOV-09 | 99% 13-NOV-09 (AC) 98% 30-NOV-09 (AC) 51% 02-DEC-09 (AC) 65% 05-DEC-09 (AC) 97% 06-DEC-09 |
Okay 13-OCT-09 VBAT 2.1V 02-DEC-09 VBAT 2.1V 06-DEC-09 |
Bent Antenna Retrieved 10-DEC-09 Encapsulated 03-JUL-09 |
| 1.36 | 23-NOV-09 | 96% 13-NOV-09 (AC) 91% 30-NOV-09 (AC) 88% 02-DEC-09 (AC) 53% 05-DEC-09 (AC) 99% 21-DEC-09 (AC) 99% 06-JAN-10 (AC) |
Unstable 23-NOV-09 Records seizures 30-NOV-09 Okay 06-JAN-10 |
Straight Antenna No transmission 21-JAN-10 Encapsulated 04-SEP-09 |
| 2.37 | 23-NOV-09 | 95% 13-NOV-09 (AC) 82% 02-DEC-09 (AC) 99% 06-DEC-09 96% 21-DEC-09 (AC) 99% 06-JAN-10 (AC) |
Unstable 23-NOV-09 Records seizures 30-NOV-09 Okay 06-JAN-10 |
Straight Antenna No transmission 21-JAN-10 Encapsulated 04-SEP-09 |
| 3.38 | 10-DEC-09 | 98% 21-DEC-09 (AC)
99% 06-JAN-10 (AC) 100% 21-JAN-10 (AC) |
Okay 06-JAN-10 VBAT 2.1V 21-JAN-10 Seizures 21-JAN-10 |
Straight Antenna Encapsulated 04-SEP-09 |
| 7.42 | 02-DEC-09 | 97% 02-DEC-09 (AC) 99% 05-DEC-09 (AC) 98% 21-DEC-09 (AC) 97% 06-JAN-10 (AC) |
Okay 06-JAN-10 | Straight Antenna No transmission 21-JAN-10 Encapsulated 04-SEP-09 |
Reception is good because the transmitters are operating within a faraday enclosure. The bad message rate is 0.00%. Once we have two transmitters in the same cage, we start to see some message loss due to collisions. For a discussion of collisions, see Subcutaneous Transmitters. When we started using an antenna combiner, we experienced reception problems.
No1 Suffered from a failure in the analog circuits, a failure we have seen before, and don't expect to see again after improving our pre-encapsulation quality control. Transmitter looks unaffected by several days in an animal. Upon return to Boston, shows no square wave. Input detects mains hum, but shows noise 200 counts. This is not the type of noise associated with damaged RF chip. Suspect intermittent bad joint inside transmitter body.
No4 recorded severe seizures from its animal on 04-SEP-09. The animal died soon afterwards from the seizures and its body was placed in a freezer. Upon retrieval two days later, the transmitter is intact and fully functional. The wires were stretched by retrieval, but otherwise the transmitter looks unharmed by implanting.
No11 shut off after a total of 8 weeks operation. The first week was before implantation, to test the faraday enclosure. The next 7 weeks were implanted in an animal. Battery voltage was 2.5 V on 28-AUG-09, indicating the end of battery life. Transmission continued on 02-SEP-09, but the ADC was producing all zeros. Pishan retrieved the transmitter on 08-SEP-09. On 11-SEP-09 she took this photograph, which shows no outward sign of damage to the encapsulation, wires or antenna. The leads did, however, break when Pishan pulled very hard upon the transmitter as she was retrieving it from the rat's body. A closeup of one of the broken wire tips shows that the steel wire has not uncoiled out of the silicone where it broke. Fresh steel wire always uncoils out of the silicone. We conclude that saltwater penetrated through some points in the insulation and caused corrosion in the steel. When Pishan pulled on the transmitter, the leads snapped before they uncoiled. As a result of this observation, we increase the number of silicone coats on the leads from four to five in Process B.
No14 Has a bent antenna and shows good reception until 02-DEC-09, when it's battery is down to 2.1V. Upon retrieval, no signs of physical damage.
No5.40 Sometimes showed poor reception, although average values are still good. When retrieved, it was in perfect condition.
No6.41 Was re-implanted around the neck of an animal, and showed problems with reception from the beginning. The analog wires are shorter, but analog signal looks good. The transmitter shows poor reception consistently compared to others. It has a straight antenna. Retrieved on 02-DEC-09 the transmitter was in perfect condition.
No1.36 Ran to battery exhaustion with no problems, 3 months inactive, 7 weeks implanted.
No2.37 Ran to battery exhaustion with no problems, 3 months inactive, 7 weeks implanted.
No7.42 Ran to battery exhaustion with no problems, 3 months inactive, 7 weeks implanted.
No3.38 Ran to battery exhaustion with no problems, 3 months inactive, 7 weeks implanted.
With the success of these ten transmitters, we conclude that our search for a fatigue-resistant, water-proof, flexible wire has been a success.
[16-AUG-10] By this date, twenty more transmitters have been implanted and used to the end of their battery life at ION. All have survived without any apparent damage to the leads or antenna.
[04-MAY-10] We have retired the A3013A. We now use the A3019D for rats and the A3019A for mice. In both cases, we use stretched stainless steel springs coated with silicone, a stranded stainless steel antenna enclosed in a silicone tube, an epoxy inner encapsulation, and an outer coat of silicone. The A3019D transmitters have an eighteen-week battery life. They tend to be implanted two or three times, for up to eight weeks at a time. The leads and antenna are often damaged when the transmitter is removed from a dead animal. Here is a description of the damage from ION. "I have now retrieved 8 transmitters (4 are still recording). These transmitters have been used between 1 and 4 weeks now. Unfortunately most of them have been damaged in one way or another, ranging from small nicks in the wire coating to one or more wires being snipped off completely. With longer recording times, the transmitters get very well encapsulated making it difficult to get them out unharmed (especially when the clock is ticking to get the brain out for analysis)."
Transmitter 4.2 came back to us from CHB with the antenna protruding from its tube, having punched a hole in the silicone. Transmitter 4.1 came back from CHB with corrosion on the antenna caused by fluid leaking into an improperly-sealed tube. Both of 4.1's springs were broken at the base, as you can see in this photograph. We see no breaks in the silicone coating of the leads, and no sign of corrosion of the springs, nor of water within the silicone.
[12-FEB-19] Further trials are recorded in our A3019 and A3028 development pages. Our springs now come from the manufacturer with a slight gap between the coils, which allows us to fill the interior of the spring with silicone during our coating process. Our standard leads are un-stretched, and therefore more flexible and tolerant of stretching while implanted.

If we want to provide drive current to, for example, an implanted light-emitting diode, we can stretch the leads before-hand so as to reduce the amount of wire between the power source and its destination.
[31-DEC-10] A year ago, we sent the following drawing to Michael Dickey of North Carolina State University. The NCSU group has been working on flexible antennas for use in new wireless instruments, as described here.

Six months ago we received four sample antennas with leads. You will find a close-up of one of them here. We damaged one by peeling apart the two layers of the sandwich. We took the opportunity to examine the conducting fluid, and it has the consistency and appearance of mercury, although Michael says that it is not mercury. We attached another antenna to a transmitter. It works fine, and we have been using it continuously for the past six months. We connect to the liquid metal by sticking a short copper wire into the base of the liquid channel.
We resolved to measure the fatigue resistance of the liquid metal leads. Click on the picture below to see a movie of our Silicone Flexer machine in action.

The Flexer stretches the 100-mm long silicone assembly by roughly 2 mm using a force of roughly 2 N at the start of its two-second cycle. Mid-way through, it folds the assembly almost in half. The two ends of the silicone are mounted at ninety degrees, to give the assembly a twist. We leave this machine running at 4 pm on 31st December 2010. If the antenna can survive a hundred thousand such cycles, which will take two and a half days, it may be able to survive implanting in a rat.
[03-JAN-11] The liquid metal assembly appears unchanged this morning after 100k cycles. Compare before and after. One of the straight conductors was damages by our handling before we started the flexing test. The conductor has spread out in between the two layers of silicone. But we see no significant expansion of this damage after the first 100k cycles. Nor do we see any signs of separation between the silicone layers. We leave the flexer to continue for a few more days. After that, at Michael Dickey's suggestion, we will insert a new piece and combine the flexing with a measurement of resistance.

[05-JAN-11] Took a sharper picture today, see above. The assembly is still unchanged. But the Flexer itself is squeaking. I must bring in some graphite lubricant.
[10-JAN-11] Came in at 9 am to find the Flexer has stopped. The motor has burned out. We pulled the silicone assembly out of the two clamps, and in doing so, tore it in half. The tear started at the inner corner at the end of the antenna section, as you can see below. Click on the photograph for higher resolution image.

Resistance of the conductor equipped with wires in the photograph was ≤100 mΩ, which is the resolution of our DVM. We conclude that 300,000 cycles did not increase the resistance of the leads above a fraction of an Ohm, nor did it tear the silicone.
[11-JAN-23] We prepare two SCL-0.5-280 two SCL-0.7-280 leads by soldering two 150-mm springs together with a butt joints and insulating the entire length, then removing 10 mm from each end. We measure the resistance of each lead repeatedly using spade clips and a multimeter. Between each measurement, we wiggle the lead.

Our resistance measurement is stable to within 1%. Resistance of the leads is 26 Ω/cm for SCL-0.5 and 6.0 Ω/cm for the SCL-0.7, consistend with leads with no solder joints, see here.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}