[25-OCT-24] Chronological record of development and production of the EIF in its various version.
[24-OCT-23] We have 10 of EIF8-XAAX ready to ship, with 15-mm leads and silicone-insulated solder joints.
[28-NOV-23] We receive five of A78914, PZN-08-WC, 8-way connector, equipped with stranded 316SS leads by manufacturer. Wire is A-M Systems part number 793200. We remove three wires to create a prototype EIF8-SSSS, see EIF8-SSSS-Omnetics.
[05-JAN-24] We receive five of A78967, PZN-08-WC, 8-way connector, equipped silver wires by manufacturer. Wire is A-M Systems part number 786000. We remove three wires to create a prototype EIF8-MMMM, see EIF8-MMMM-Omnetics
[09-JAN-24] We have have been studying how to insulate solder joints between our C-Leads (0.5-mm diameter with helical steel wire) and X-electrodes (solid steel wire). For our write-up see EIF Insulation Methods. We will use SS5001 silicone applied with a syringe.
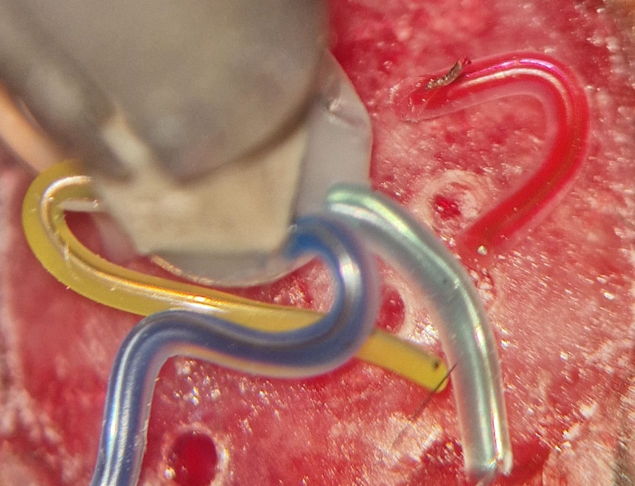
[08-MAR-24] We hear from our collaborators. "In the surgical image the bare steel cannula (for viral injection) is secured to the skull using 3M RelyX unicem 2 dental cement after first protecting the dura with a small amount of 3M Vetbond (cyanoacrylate). We use a similar technique to secure depth electrodes. I haven't used commercially available cannula, since the black seating material takes too much real estate on the skull for multiple electrode placement. The surface electrodes (bare wire hooks) are held in place with a biocompatible acrylate resin with which I am experimenting; again the dura was first protected with a small amount of Vetbond. I haven't yet had a chance to check for irritation or toxicity, so this remains at an early stage. I will share more details once I'm sure of its use."
[25-APR-24] We find the right heat shrink to insulate our soldered joints to X and Y Electrodes, McMaster part 6699T19. The result is a tidy joint, see here. We abandon our silicone dispersion application procedure in favor of the heat shrink.
[15-MAY-24] We have twelve hours recording from EIF8-SSSS with A3040D3Z 0.0-160 Hz four-channel HMT. We see <10 mV drift in first hour, <1 mV drift in the subsequent hours. Baseline swings are <100 μV after first hour. We receive this implantation protocol from Kate Hills.
[25-MAY-24] This past week we hear from Kate Hills that several wires have broken off her EIF8-MMMM fixtures. These wires are 125-μm Ag with silicone insulation. An example is below.
We load seven wires onto two EIF8 fixtures and apply epoxy. Once cured, we performed destructive fatigue testing on the wires, which consists of pulling with a constant force and moving the far end in a 25-mm diameter circle. We did not measure the force, but the force was approximately the same in all cases. We are watching through a loupe while I perform the test. The wire breaks after a certain number of gyrations.
In the 12-gyration Ag result, we felt the wire break after about 5 gyrations, but the silicone did not part until 12 gyrations. We're not pulling hard enough to tear the silicone right away. We assume the silicone-insulated silver lasted 5, 5, and 5 gyrations. It appears that manipulation during surgery is equivalent to 3-5 of our gyrations. We refer to our earlier work on fatigue failure of implantable leads. We found that:
We must abandon silver leads for the EIF. The EIF leads must not break during surgery. At the same time, they must hold their shape so that the surgeon can arrange them and cover them with cement. We load A-M Systems 791900 solid, annealed 200-um steel wires onto an EIF so we can test them for fatigue. We also load A-M Systems 973200 stranded 75-um steel wire onto the same EIF so we can compare. We order bare annealed 316SS wire from A-M Systems.
[31-MAY-24] We construct seven EIF8-SSSS-15 using A-M Systems stranded, teflon-insulated 316SS wire, part number 793200. We solder the wires ourselves and insulate with DP-460NS. We set one aside and perform the same gyration fatigue test we performed on 25-MAY-24. We gyrate one wire one hundred times with tweezers and force. It does not break. We gyrate another with thumb nails and force. After fifty cycles, it shows no sign of breaking. We pull on another wire with tweezers until the tweezers slip. The wire does not break.
[20-JUN-24] We take bare 125-μm diameter annealed 316SS wire and apply one coat of colored silicone. The outer diameter of the resulting lead is 350 μm. We twist one lead until it tangles into a spiral. We immerse in water to check for insulation damage. The insulation remains intact. The steel is resistant to gyration.

The green lead shown above we made with SS5001 silicone. The coating is uniform and robust over a 150-mm length of wire. We also made blue leads out of an old batch of MED-6607. The coating was irregular in places, and adhered less well to the wire. Given that these leads will be implanted in dental cement, we see no need to use the MED-6607 unrestricted medical grade silicone for insulation. We will use the more suitable SS5001 with dye, one coat.
[04-OCT-24] A customer reports, "EIF8-BBBB - 50 um diameter 316SS leads with teflon insulation. Good to work with and I like the thin gauge wire for recordings. The insulation is tricky to strip in a rush. Transparent, so difficult see and to tell if stripped. Insulation difficult to flame off since quite flammable easily resulting in complete stripping of the wire. Stripping with scalpel fiddly with my large fingers and risks pulling off more insulation than intended. However once implanted good signal.
"EIF8-MMMM - 125 um silver with Teflon. I found the silver reasonable to work with (as opposed to Wykes). Insulation won't flame strip. Ok to scalpel strip although silver softness requires care. Hook formation not really possible with lead ends, but otherwise nicely malleable - some risk of breaking leads, but didn't occur. Signal good, but not obviously different from 316SS. Recordings without HP filter not tried.
"EIF8-SSSS - Stranded 316SS. Leads easy to position around skull, but electrode formation ill-defined with stranded wire (I see you offer precut now). Difficult to place in burr hole - damage to dura and underlying cortex a problem.
"EIF8-YAAY - Trial of 75 um diameter depth electrodes. Electrodes need more care cutting - wire more fragile and prone to bend. No obvious problems with placement and signal appears similar to XAAX format. Histology not yet performed.
"AAAA wire comments: Coiled wire not really necessary for skull mounted assemblies. I find the silicone insulation difficult to place around the skull during head-plate assembly although others using the implantable subcutaneous transmitters have success using cyanoacrylate glues. I have to resort to lancing."
[06-NOV-24] We are building 10 of EIF8-BBBB-12. The wires are 50-μm diameter, annealed, 316SS with teflon insulation. We are using our stock of PZN-08-DD through-hole connectors. We bend their legs out and cut them short so they look like the PZN-08-VV. To expose 1 mm of wire for the joint on the EIF8 connector we touch the end of the wire with a scalpel and move the scalpel 1 mm as if to strip off the teflon, but what actually happens is the wire pulls through the insulation, so we are dragging the wire out of the insluation. Cut the bare wire to 1 mm, tin with acid flux at 500F. This temperature is cool enough to avoid burning the connector and the teflon, but hot still enough to activate the acid flux, although the activation is weaker than at 750F. We must dip and tin three times before we are sure to see the steel tip stick in the blob of solder on our iron.
We hold the connector in pincers so we can use one hand to hold our iron and another to hold the wire. We use our EIF8_BR and EIF8_BL diagrams to show us which pins are which in the two connector orientations we must use to load wires from our left side, because we have our iron in our right hand. Once the five wires are loaded, we wash in slow-moving hot water and dry with low-pressure air, repeating three times. We allow to dry. We coat by and with JBWeld using an angle-cut stick. We cover the joints. We take care not to push the glue over the top side of the connector. We leave to cure while held in a spade clip with the connector pins on the top. We cover with a dust shield.
We construct our first EIF8 with strain-relieved silver wires. The prototype EIF8-MMMM-12 has 6-mm C-Leads joined to 125-μm diameter silver wire, insulated with silicone. We have 2-mm of bare silver wire exposed at the end of each of the five leads. Pulling on the silver wire no longer causes the silver wire joint to suffer bending stress.
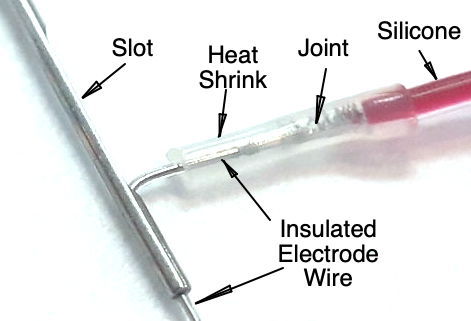
[10-NOV-24] We insulate the joint between a 76-μm stranded 316SS lead and the 75-μm full-hardened 316SS wire of a Y-Electrode. We find that McMaster 6699T15, 0.010" ID before, 0.003" ID after is a perfect fit, see below.

For X-Electrodes we use the larger, transparent McMaster 6699T18, 0.03" ID before, 0.01" ID after.
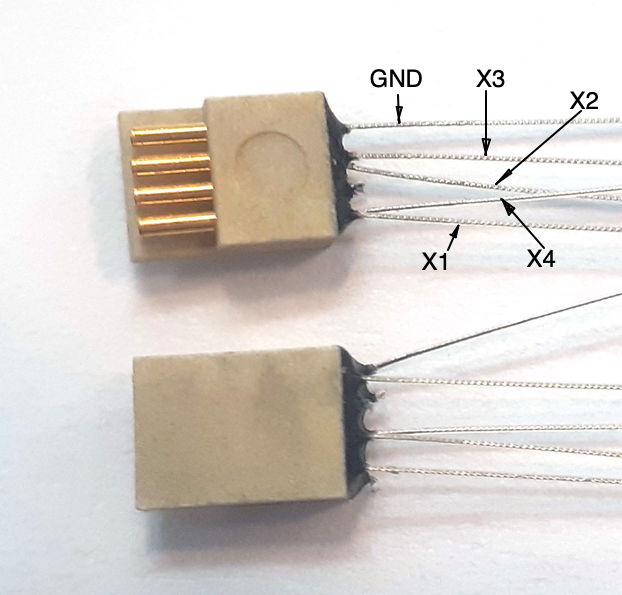
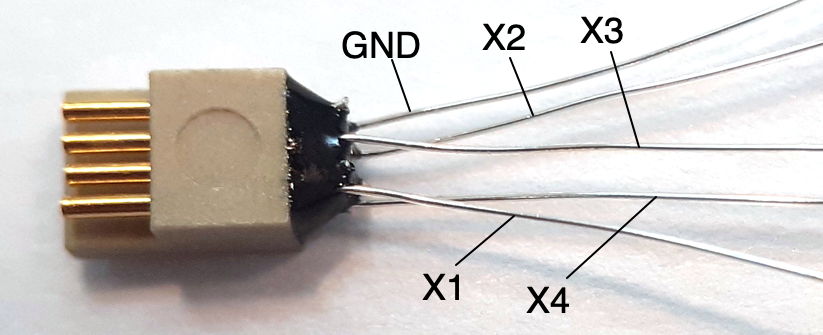
[20-NOV-24] We are completing a set of 12 of EIF-XAAA-15. We note that construction will be easier if we permit ourselves to solder Pin-2 and Pin-4 together to the yellow lead. In the A304001C layout, we disconnect Pin-2 from GND so that this will in the future be tolerable. We can already solder the green lead in between Pin-3 and Pin-5, and the pink lead in between Pin-6 and Pin-8. The red and blue leads can be soldered to the outer edges of Pin-1 and Pin-7.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}